Assembling the electronics for the Rostock Delta has been achieved with far more ease than any of the other printers I've constructed. The physical design of the printer has much to do with this.
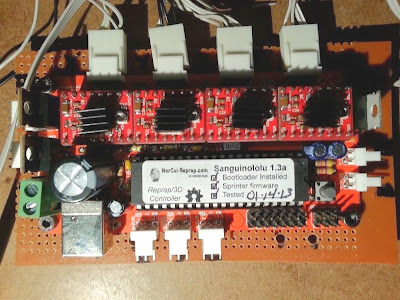
By having all three stepper motors located in close proximity of the Arduino/RAMPS controller, the wiring is routed more efficiently.


Placing the end stops has been the confusing part. I haven't found any clear information on the placement, and I'm still not sure if I need six or only the three I placed. I'll determine this when I setup the firmware and make the physical calibrations.

The heat bed was simple. There isn't the usual setup of screws and springs. I'm not sure how the leveling will be accomplished, but I’m sure that will also be clarified later.

I added a 1/4" foam core barrier between the wood base and the heat plate. This should allow for insulation and also enough of an offset allowing for the attachment of a glass plate with clips.

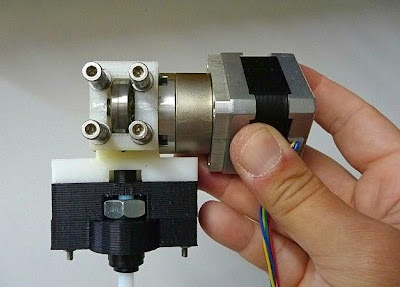
I’m using the old extruder design from my RepRapPro Mendel. It mounts beautifully on the side and allows for perfect positioning of the Bowden cable and the filament feed.


The hot end is the E3D-v5 1.75mm filament version. I downloaded the parts for the mount at thingiverse.com (thing:80616). With a few minor modifications, I made it work. I wanted to be sure the hot end was easily removed with its cabling and Bowden tube, so any future repairs can be made with ease.


Up next, will be software setup and calibration.
By having all three stepper motors located in close proximity of the Arduino/RAMPS controller, the wiring is routed more efficiently.
Placing the end stops has been the confusing part. I haven't found any clear information on the placement, and I'm still not sure if I need six or only the three I placed. I'll determine this when I setup the firmware and make the physical calibrations.
The heat bed was simple. There isn't the usual setup of screws and springs. I'm not sure how the leveling will be accomplished, but I’m sure that will also be clarified later.
I added a 1/4" foam core barrier between the wood base and the heat plate. This should allow for insulation and also enough of an offset allowing for the attachment of a glass plate with clips.
I’m using the old extruder design from my RepRapPro Mendel. It mounts beautifully on the side and allows for perfect positioning of the Bowden cable and the filament feed.
The hot end is the E3D-v5 1.75mm filament version. I downloaded the parts for the mount at thingiverse.com (thing:80616). With a few minor modifications, I made it work. I wanted to be sure the hot end was easily removed with its cabling and Bowden tube, so any future repairs can be made with ease.
Up next, will be software setup and calibration.