This will be the last overview of modifications I’ve made to the WhiteAnt 3D printer. The system has been running well and needs no more improvements. It’s been a great machine to use for experimentation of various mechanical and electronic systems, but it’s now time to move on.
The first major modification I’ve made has been with the electronics:
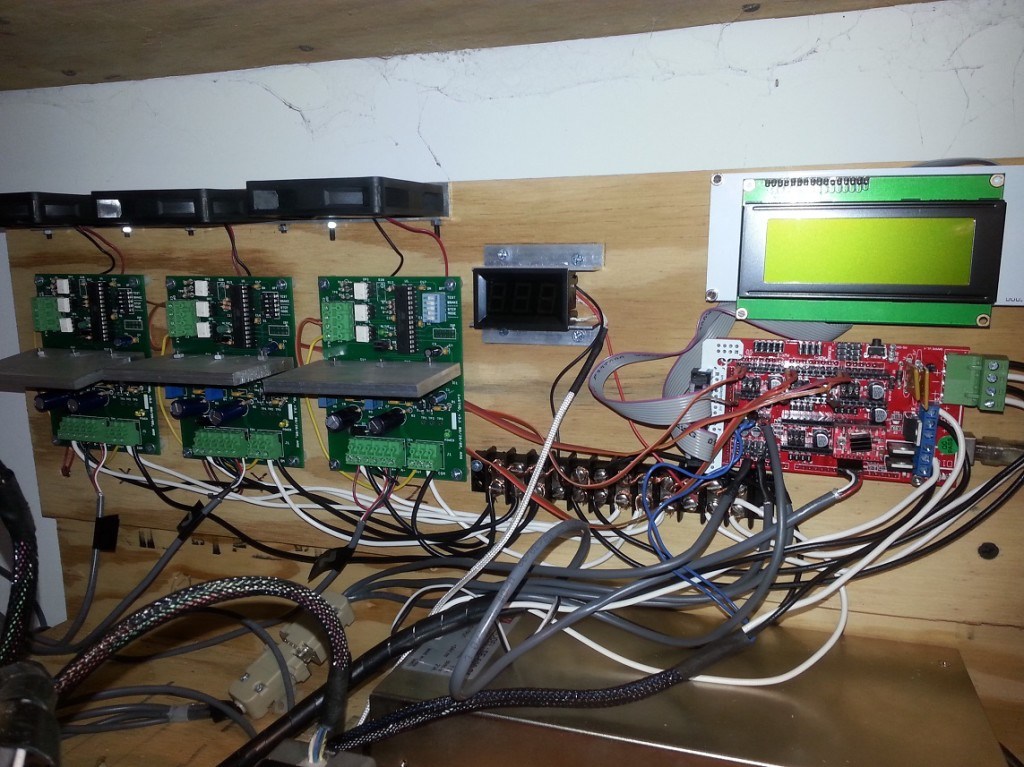
I’ve swapped out the RAMPS 1.2 board for a 1.4 version which allows me to use a Geetech LCD 2004 smart controller. I’ve added a temperature monitor for the build space and I’ve replaced the Makerbot v3.3 stepper drivers (based on the A3977 chip) with the open source designed AVR-Based microstepping bipolar chopper stepper motor driver. This utilizes the National Semiconductor’s LMD18245T 3A, 55V DMOS Full-Bridge Motor driver chips. It’s a robust driver and completely built without surface mounted parts. This gives it an advantage over most drivers because it’s easy to repair. The design can be found here.
I’ve replaced the 6mm T2.5 belts with 9mm T5 belts and 12 tooth pulleys. This, I believe creates a better system for the movement of the XY axes. I also re-designed the pulley system for the X axis.


Last, I’ve created a partial enclosure of the build volume. This allows me to keep some of the heat generated by the build plate and hotend within the build chamber. Now, that I’m in winter months and the ambient temperature of my shop has lowered, this has been important.


Here are a series of sculptures printed with the WhiteAnt. They are 150mm, 100mm and 50mm tall.


Notice the difference in the surface detail between the three models:
Close-up of the 150mm sculpture. The radial pattern is more defined in this largest model.

Close-up of the 100mm sculpture. The radial pattern begins to fade.

Close-up of the 50mm sculpture. The radial pattern is barely discernible.
Here’s a video of the WhiteAnt printing the largest version: